содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
13. Поршни дизеля 2Д70
Поршень подвергается воздействию значительных механических и термических
нагрузок от действия газовых и инерционных сил» Он надежно уплотняет
камеру сгорания, препятствует попаданию в нее лишнего количества масла и
передает действующие на него силы шатуну и коленчатому валу. Обеспечение
надежной работы поршня при форсировании дизеля является одной из
наиболее трудных задач. Повышение температуры поршня сверх допустимых
пределов приводит к прогарам днища и загоранию поршневых колец- Материал
поршня должен обладать малой плотностью, хорошей износоустойчивостью и
прочностью при работе в условиях повышенных температур, а также
невысоким коэффициентом линейного расширения. Форма днища поршня зависит
от способа смесеобразования. На двигателях с непосредственным впрыском
применяется камера сгорания с кольцевым углублением по периферии поршня,
обеспечивающим отвод тепла от днища и предохраняющим зоны поршневых
колец от перегрева.
При 'положении поршня в в. м. т. верхнее поршневое кольцо должно
оставаться в охлаждаемой части втулки, чтобы не подвергаться воздействию
горячих газов. Компрессионные кольца уплотняют зазор между поршнем и
цилиндром и отводят тепло от поршня. Маслосъемные кольца препятствуют
попаданию масла в камеру сгорания. Кольца прижимаются к стенке цилиндра
силами собственной упругости и давлением газов. Верхнее поршневое кольцо
работает в условиях высокой температуры и недостаточной смазки. В период
сгорания удельное давление между кольцом и втулкой цилиндра, вызываемое
силами газов, в 40—70 раз превосходит удельное давление от сил
упругости. В зоне этого кольца (при положении поршня близко к в. м. т.)
имеет место наибольший износ цилиндра. Верхнее поршневое кольцо
изнашивается сильнее других колец.
Поршневой палец - плавающего типа, размещен в бобышках поршня.
Расстояние от днища поршня до оси поршневого пальца составляет 0,8 D,
диаметр пальца 0,4 D.
Поршневой палец подвергается воздействию сил, переменных по величине и
по направлению. Эти силы вызывают переменные
изгибы и овализацию. Материал пальца работает на
усталость. Овализация поршневого пальца может приводить к трещинам в
бобышках поршня и к продольным трещинам в стержне шатуна-Для повышения
износоустойчивости и прочности пальцы изготовляются из металла, имеющего
вязкую сердцевину и твердую поверхность. Чтобы повысить усталостную
прочность, наружную поверхность пальца тщательно полируют. Палец
вставляют в бобышки поршня с небольшим натягом так, чтобы он входил
свободно после подогрева поршня в горячем масле до 85° С.
В связи со сложностью конфигурации расчет днища поршня носит условный
характер и производится по сравнительным напряжениям, определяемым, как
для круглой пластины, заделанной по контуру и нагруженной равномерно
распределенной нагрузкой от максимального давления сгорания. При подборе
пары поршень—втулка были установлены оптимальные зазоры между ними. При
этом учитывалось, что:
а) чрезмерный зазор в верхнем поясе ведет к перегреву колец и ухудшает
уплотняющие качества поршня;
б) при чрезмерном зазоре в области несущей части поршня увеличивается
интенсивность ударов поршня по стенке цилиндра при изменениях
направления сил бокового давления, приводящих к разрушению водой
поверхности втулок цилиндров, повышенной шумности работы дизеля и
повышенному износу поршня и втулки;
в) при недостаточном зазоре возможны задиры и заклинивания поршня; чтобы
не допустить задиров, особенно в период приработки поршня к втулке,
боковую поверхность поршня покрывают оловом на 0,01—0,02 мм.
Полуохлаждаемый поршень дизеля 2Д70 (рис.
29) штампуется из алюминиевого сплава. На поршень установлены туда
компрессионных 3 и три маслосъемных 4 кольца.
Поршневой палец плавающего типа. Он смазывается в бобышках поршня
маслом, поступающим из втулки верхней головки шатуна по каналам в
пальце. Во внутреннюю полость за-вальцована рубашка 7, образующая
масляную ванну К. На вновь выпускаемых дизелях заглушки пальцев заменены
стопорными пальцами.
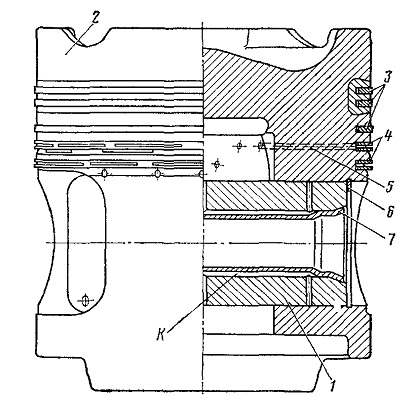
Рис. 29. Поршень дизеля 2Д70:
1 — палец; 2 — головка поршня; 3 — компрессионные кольца; 4 —
маслосъемные кольца; 5 — подвод масла; 6 — кольцо; 7 — рубашка
поршневого пальца; К — масляная полость
Для повышения износо-стойкости канавок поршневых
колец и улучшения антизадирных свойств алюминиевого сплава наружная
поверхность поршня анодирована. Для компрессионных колец в головке
поршня залит стальной бандаж, образующий коль-цедержатель,
предохраняющий разбивку кольцевых ручьев в тронке поршня при длительной
эксплуатации двигателя. Бандаж изготовлен из специального стального
сплава, коэффициент линейного расширения которого близок к коэффициенту
расширения алюминиевого сплава. Компрессионные кольца, работающие в
наиболее тяжелых условиях высоких температур и полусухого трения,
хромируют. Головка поршня дизеля ЗД70 (рис. 30) отличается от головки
поршня дизеля 2Д70 специальным бандажом — кольцедержате-лем, на который
устанавливают компрессионные кольца.
В масляную полость кольцедержателя масло поступает по каналу К из общей
масляной системы дизеля по способу телескопического подвода масла. Из
поршня масло выливается по каналу, аналогичному каналу К, расположенному
на противоположной стороне поршня. Кроме циркуляционного охлаждения, в
результате движения поршня происходит охлаждение взбалтыванием.
К поршню дизеля ЗД70 предъявляется ряд требований, выполнение которых
является важнейшим условием обеспечения работоспособности поршня при
повышенной форсировке. Материал поршня — кованый алюминий марки АК-4;
термообработка и механические свойства обеспечиваются специальным
технологическим процессом. Качество материала после термообработки
старением проверяется на 100% деталей. Кольцедержатель образуется при
помощи заливки. Соединение двух металлов — кольцедержателя и корпуса
поршня — обеспечивается по всей длине окружности наружной поверхности
поршня с обеих сторон. По поверхности контакта кольцедержателя поршня в
алюминиевом сплаве допускается пористость три балла по шкале ВИАМ и
отдельно расположенные раковины не более 2 мм шириной и 1 мм глубиной в
количестве до 3 шт. с каждой стороны кольцедержателя. Радиальное биение
кольцедержателя при заливке в поршень относительно оси поршня не должно
превышать 1 мм.
Поверхность камеры сгорания контролируется шаблоном; просвет между шаблоном и поверхностью камеры сгорания не более 0,3 мм в любом направлении. Овальность и конусность цилиндрической поверхности поршня допускаются не более 0,02 мм. Кор-сетность и бочкообразность не допускаются.

Рис. 30. Охлаждаемый поршень дизеля ЗД70:
1 — компрессионные кольца; 2 — кольцедержатель; 3 — маслосъемные кольца;
4 — каналы перепуска масла; 5 — тронк; 6 — рубашка пальца; 7 — кольцо; 8
— палец; А — вырезы под клапаны
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..