содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
42. Укладка коленчатого вала и привалка поршней дизеля 2Д70
Коленчатый вал укладывают при рабочем положении блока. Затылки вкладышей
коренных и шатунных подшипников проверяют на прилегание к опорам по
краске; прилегание должно быть равномерным по всей поверхности на
площади не менее 80%-Вкладыши коренных подшипников подбирают по толщине,
так чтобы на поверхности прилегания коренной шейки коленчатого вала к
коренному вкладышу при затянутых гайках бугелей зазор не превышал 0,03
мм. Зазоры замеряют с двух сторон подшипника — со стороны управления и
со стороны генератора. Для коренных подшипников несмежных опор разность
зазоров не должна превышать 0,05 мм. Разность толщин вкладышей не более
0,02 мм. Вкладыши 9-й опоры подбирают по макетным вкладышам без буртов.
Между щеками коленчатого вала и торцами вкладышей коренных подшипников
зазор не менее 5 мм.
При комплектовании поршней с шатунами разница в массе комплекта шатунов
с поршнями не должна превышать 400 г. Собранные поршни с шатунами
проверяют на превышение донышка поршня над буртом втулки на размер А
(рис. 76, а и б) в двух диаметрально противоположных точках вдоль оси
коленчатого вала. Прилегание опорной поверхности рубашки втулки В
ксопряжен-ной поверхности блока проверяют по краске (по кольцу шириной
не менее 6 мм). Овальность и конусность зеркала втулок цилиндров
проверяют в блоке при помощи приспособления, обеспечивающего нажатие
втулки по поверхности Б усилием, равным усилию затяжки крышки цилиндра.
Правильность привалки поршней (рис. 76, в) проверяют при снятых
поршневых кольцах в следующем порядке: устанавливают поршень в в. м. т.;
подбирают толщину щупа и закладывают в точке Г, после замеряют зазор А;
вставляют щуп той же толщины в точке В и замеряют зазор Б. Разность
зазоров в точках Б и А не должна превышать 0,15 мм. Замеры повторяют для
положения поршня в н. м. т., после чего подсчитывают для точки А и для
точки Б раздельно разность зазоров при положении поршня в в.м.т. и и. м.
т. Эта разность должна быть не более 0,1 мм. Зазор а между втулкой и
крышкой (рис. 76, г) должен быть не менее 0,5 мм.
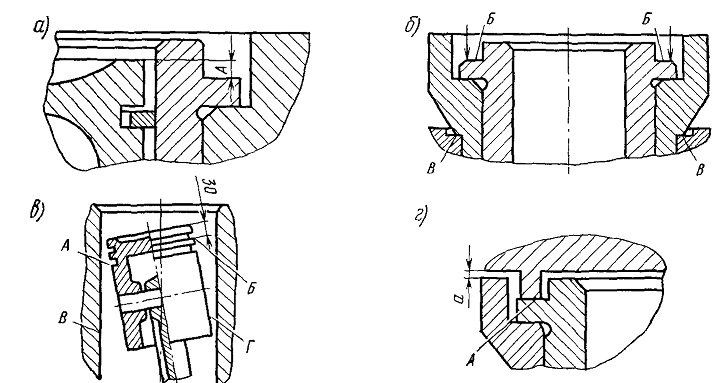
Рис. 76. Операции при сборке дизеля:
а — определение степени сжатия, б — монтаж цилиндра; в — проверка
установки поршня;
г — монтаж крышки
содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..