ГЛАВА IV
ОСНОВНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ И ПОЛУФАБРИКАТЫ, ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ ЧАСОВ, И ОТДЕЛЬНЫЕ ВИДЫ ОБРАБОТКИ МЕТАЛЛОВ
-
МЕТАЛЛЫ И ИХ СПЛАВЫ
Для правильного понимания технологии ремонта часов часовщик-механик должен знать конструкционные материалы, применяемые в часовой промышленности. Металлы и их сплавы, при- меняемые для изготовления часов, должны обладать повышенными физико-механическими свойствами и особой стабильностью во времени. Кроме того, они должны удовлетворять заданным технологическим требованиям, хорошо обрабатываться резанием, давлением, принимать термообработку и т. п.
Платины, мосты и барабаны изготовляют из латуни ЛС59-2, т. е. сплава, содержащего: медь (57 — 60%), цинк (38 — 40%) свинец (1,5 — 2,5%).
Оптимальная обрабатываемость металла резанием требует, чтобы твердость латуни была достаточно высокой (160 — 170 единиц по Бринеллю).
Колеса ангренажа изготовляют из латуни ЛС63-3 (63% меди, 3% свинца, 34% цинка). Для получения лучшей обрабатываемости (образование сыпучей стружки, чистой поверхности зубьев после нарезки) .иностранные фирмы применяют для колес латунь мунцевого сплава (около 60% меди) с присадкой 0,7 — 1,0% железа.
Крышки барабана изготовляют из полосовой нагартованной латуни мунцевого сплава для придания ей большей упругости.
Балансы часов изготовляют из латуни, нейзильбера и из берил-лиевой бронзы. Латунные балансы изготовляются из латуни марки ЛС63-3, нейзильберовые балансы — из нейзильбера марки МНЦС63- 17-18-2 (медь, никель, цинк, свинец); бериллиевые балансы — из бериллиевой бронзы марки Бр. Б2,5 (2,26% бериллия, 0,40% никеля, 0,42% теллура, остальное — медь).
Бериллиевую бронзу применяют главным образом для изготовления высокоточных карманных и наручных часов, где ставят балансы большого диаметра с тонким ободом.
Высокая твердость исключает возможность нарушения формы баланса в процессе обработки, сборки и регулировки. Бериллие-вая бронза обладает малым коэффициентом линейного расширения по сравнению с латунью и нейзильбером. Высокая стабильность структуры бериллиевой бронзы не дает возможности балансу деформироваться. Кроме того, балансы из бериллиевой бронзы обладают высокой антикоррозионной стойкостью.
Корпусы часов изготовляют из латуни .марки ЛС59-2, нейзильбера марки МНЦС63-17-18-2, мельхиора, «морокой» латуни (морские хронометры), стали (будильники), пластмассы и т. п.
Часто корпусы карманных и наручных часов изготовляют из золота, состав которого определяется пробой, зависящей от количества лигатуры (обычная красная медь), указываемой на крышке или корпусном кольце. За рубежом распространены наручные и карманные часы, корпусы которых плакированы золотом. Для этих корпусов, изготовляемых холодной штамповкой, используется би- металл (латунь — золото), получаемый прокаткой. Толщина золотого слоя бывает обычно равна 10
— 20 мк.
Латунные корпусы, изготовляемые методом горячей пластической деформации, а также на металлорежущих станках, покрывают золотом гальваническим способом.
Корпусные крышки наручных часов, для предотвращения коррозии от пота рук, изготовляют из нержавеющей стали. Например, из стали 1Х18Н9 с добавкой селена, что повышает обрабатываемость ее по сравнению с обычной нержавеющей сталью в 2 — 2,5 раза.
Циферблаты изготовляют из различных материалов, в зависимости от типа часов. Карманные и наручные часы имеют циферблаты из томпака, .полутом пак а, мелкозернистой латуни однофазного сплава без специальных добавок свинца (латунь Л68). Такая латунь хорошо .покрывается серебром, эмалью и лаками. Циферблаты для будильников изготовляют из латуни, алюминия и картона. Циферблаты ходиков делают из декатированного железа.
Стрелки наручных, карманных часов и секундомеров изготовляют из холоднокатаной стальной ленты с содержанием 0,5 — 0,6% углерода. Синёные стрелки подвергают закалке и отпуску. Стрелки, подвергающиеся гальваническим покрытиям — меднению, никелированию, хромированию или золочению, — специально обработки не проходят.
Трибы и винты изготовляют из автоматной стали, легированной серой, из стали марки У7АВ, стали У10А и из свинцовистой стали (0,2% свинца).
Плоские стальные детали (рычаги, градусники, анкерные колеса, анкерные вилки, мосты ремонтуара и т. п.) изготовляют из высокоуглеродистой стали У10 или У12.
Такая сталь, будучи термообработанной, хорошо полируется и в полированном виде имеет высокую стойкость против коррозии. Оси балансов изготовляют из стали-серебрянки с высоким содержанием углерода (1 — 1,2%). Закалку осей баланса на твердость производят по Роквеллу: для васов с противоударным устройством 61 — 63 единицы и для часов без противоударных устройств 59 — 60 единиц.
Заводные пружины изготовляют из углеродистой стали и специальных нержавеющих немагнитных сталей, стальные пружины — из стали типа У12.
В последнее время наиболее распространен сплав для пружин «нивафлекс» следующего состава: 15,64% хрома, 52% кобальта, 19% никеля, 2% молибдена, 7% вольфрама, 2,5% ниобия, 0,16%
алюминия, 1,7% титана.
Волоски изготовляют из различных сплавов в зависимости от типа часов и предъявляемых к часам требований: из бериллиевой бронзы (Бр. Б4), фосфористой бронзы (будильники и настольные часы),
углеродистой стали (часы с биметаллическим балансом) и специальных сплавов типа элинвар, хроновар, изовал и нива-роке (часы с монометаллическим балансом). Марка отечественного элинвара Н35ХМВ.
Сплав инвар применяют для изготовления штанги маятника. Он обладает небольшим коэффициентом линейного расширения под влиянием температуры. Обычно применяется инвар следующего состава: 36% никеля, 0,1% углерода, 0,4% марганца, 63,5% железа.
Для изготовления звукопружины (тонфедеров, гонгов) к часам с боем применяют следующие сплавы:
-
железо — 0,5%, медь — 62,6%, никель — 15,3%, цинк — 21,6% (крепость на разрыв 90 кг/мм2,
относительное удлинение 2 -т- 5%);
-
железо — 0,5%, медь — 62,2%, никель — 15,1%, цинк — 22,2% (.крепость на разрыв 60 кг/мм2,
относительное удлинение 7-10%).
Для изготовления штифтов применяют нагартоваиную латунную проволоку.
-
-
ДЕРЕВО
Для изготовления стержня маятника, корпусов настольных, настенных и напольных часов применяют дерево. Наиболее распространенные породы дерева, применяемые в часовом производстве: бук, граб, береза, сосна, ель, также декоративная фанера. Древесина, идущая в производство, должна быть здоровой и не иметь пороков, в то,м числе механических — коробление, косослой, трещины и щели.
-
ПЛАСТМАССЫ
Пластическими массами или пластиками называются материалы, которые в определенной стадии производства принимают под давлением любую форму, не подвергаясь разрушению.
Применяемые в настоящее время пластмассы представляют собой сложные композиции. Большинство пластмасс состоит из двух основных частей: связующего вещества (смолы, битум, эфиры целлюлозы и другие) и наполнителя (кварцевая мука, древесная мука, хлопчатобумажные очесы, волокна и другие).
Наполнитель удешевляет пластмассу и в то же время улучшает ее механические и другие свойства.
По тому, как пластические массы воспринимают нагревание, их можно подразделить на две большие группы: термопластичные и термореактивные. Изменение свойств термопластичных масс при нагревании является процессом обратимым. Термопластичные массы, пока их нагревают, размягчаются, однако при охлаждении они снова затвердевают, приобретая присущую им механиче- скую прочность и свойства, которыми они обладали до нагревания. Термореактивные пластические массы при нагревании необратимо переходят в неплавкое и нерастворимое состояние. Различие свойств этих групп пластических масс объясняется особенностями строения высокомолекулярных веществ.
Из карболита, бакелита и органического стекла изготовляют корпуса настольных часов. Органическое стекло — пластмасса на основе полиметилметакрилата. Оно совершенно прозрачно, и поэтому его называют небьющимся стеклом, а иногда плексигласом. Органическое стекло широко применяется для изготовления часовых стекол к наручным, карманным и специальным часам. — Нейлон, капролактам и другие — стали находить применение в зарубежной часовой промышленности. Из них изготовляют корпусы карманных и наручных часов, платины, мосты и т. д.
-
ЧАСОВЫЕ КАМНИ
К материалу для часовых камней предъявляются следующие требования: твердость, высокое сопротивление изнашиваемости, антифрикционность и хорошая полируемость.
Наиболее распространенным минералом для изготовления часовых камней является рубин, реже применяют сапфир, агат, в некоторых часах — накладные камни из алмаза.
Рубин представляет собой одну из форм окиси алюминия А12О3, подкрашенной в период плавки окисью хрома. Смесь из 500 частей порошка окиси алюминия и 10 частей порошка окиси хрома в специальной печи при температуре 2000 4- 2050° С оплавляется в круглую бульку. После охлаждения бульку разрезают на пластинки на специальных камнерезных станках металлическими дисками,
натравленными алмазным порошком. Из пластинок изготовляют часовые камни. Часовые камни имеют следующую конструктивную разновидность:
-
камни сквозные плоские с цилиндрическим отверстием (для цапф трибов и осей);
-
камни сквозные сферические (для цапф осей баланса);
-
камни накладные (подпятники для осей);
-
камни-палеты входа и выхода (для передачи движения анкерной вилке);
-
камни импульсные (эллипсы — для передачи импульсов балансу). Размеры часовых камней имеются в таблице ГОСТ 7137-54.
-
-
ЧАСОВЫЕ МАСЛА
Масла для смазки применяются костяные, растительные, минеральные и синтетические. Костяное масло приготовляют преимущественно из костного жира бычьих ног и дельфиньего жира, рас- тительное — из касторового, горчичного, оливкового, орехового и других масел, минеральное — из нефтяных продуктов и каменноугольных смол. Каждое из перечисленных масел в отдельности обладает и положительными, и отрицательными свойствами. Костяное масло быстро сохнет и окисляется, растительное — разлагается, а минеральное — растекается и улетучивается.
Для смазки часовых механизмов обычно применяют специально приготовленные часовые масла, представляющие собой смесь костяного и минерального масел с добавлением синтетических при- садок.
Часовые масла подбирают по их физико-химическим свойствам для различных условий работы механизма, а также в зависимости от величин давлений и скоростей трущихся элементов с учетом материала смазываемых поверхностей.
Часовые масла должны быть стойки против окисления и загу-стевания и не портиться в течение трех лет. Цапфы баланса, па-леты и цапфы анкерной вилки смазывают маслом МБП-12. Опоры колесной передачи смазывают маслом МЗП-6, узел барабана — маслом МЦ-3, детали ремонтуара — маслом РС-1. Механизмы, работающие при низких температурах, смазывают маслом С-3 (табл. 1).
Таблица
Качественные показатели часовых масел
Показатели
Нормы по маркам масел
Методы проверки
МБП-12
МЗП-6
МЦ-3
РС-1
С-3
Вязкость кинематическая при 50° С в пределах ......
19-22
3,2
0,18
0,20
0,5
—20
23-26
3,4
0,18
0,20
0,5
—20
27—30
3,5
0,18
0,10
0,5
-15
при 70°
15-19
0,80
Отсут- ствует Отсут- ствует
—
0,15
—
—
—45
ГОСТ 33-53
ГОСТ 33-53
ГОСТ 5985-51
ГОСТ 7934-56,
раздел I
ГОСТ 7934-56,
раздел II
ГОСТ 1532-42
Отношение кинемати- ческой вязкости при 20° С к кинематической вязкости при 50° С (не более) .....
Кислотное число в мг КОН на 1 г масла (не более) .....
Испаряемость, % (не более) .....
Растекаемость, % (не более) .....
Температура застывания, град, (не выше)
При пользовании часовыми-маслами следует обращать внимание на упаковку и соблюдать правила хранения. Масла должны применяться только свежие.
Для особо мелких часовых механизмов типа женских наручных часов «Заря»
разрабатываются новые маловязкие часовые масла марок МЧМ-3, МЧМ-4, МЧМ-6.
-
ШЛИФУЮЩИЕ И ПОЛИРУЮЩИЕ МАТЕРИАЛЫ
Часовые детали в условиях ремонтной мастерской шлифуют корундовыми, карборундовыми и микрокорундовыми камнями различной зернистости.
Процесс тонкой шлифовки осуществляется на специальном доводочном камне —
микрокорунде. Обычно его называют оселком, или элыптейном. Шлифуют также и наждачной пастой следующего состава (%).
Сорт А (для 8 — 9-го классов чистоты поверхности)
наждак (зернистость 28 мк) 64
стеарин 36
Сорт Б (для 9 — 10-го классов чистоты поверхности)
наждак (зернистость 20 мк)
95
свиное сало (смалец)
2,5
керосин
2,5
Полируют часовые детали пастами из окиси хрома следующего состава (%).
Сорт А (для 11 — 12-го классов чистоты поверхности)
окись хрома (зернистость 3,5 мк)
67
стеарин
13
парафин
13
олеиновая кислота
5
графит
0,2
техническое сало
1,8
Сорт Б (для 12 — 13-го классов чистоты поверхности)
окись хрома (зернистость 3,5 мк)
60
стеарин
13
олеиновая кислота
5
графит
0,2
керосин
20
Для более чистой и точной доводки и полировки (14-й класс) применяют пасту из диамаитина следующего состава (%).
диамантин (лейко-сапфир или монокорунд)
зернистостью 3,5 мк
75
пчелиный воск
25
-
МОЮЩИЕ ВЕЩЕСТВА И РАСТВОРЫ
Для мойки деталей часов применяют следующие вещества: толуол, бензин, бензол, эфир, спирт-ректификат и различные растворители.
При механической мойке деталей применяют раствор следующего состава (при расчете на 1
л):
зеленое мыло, г 100
спирт-ректификат, г 100
аммиак десятипроцентный, см3 100
щавелевая кислота, г 2
дистиллированная вода (теплая) — остальное
Щавелевую кислоту растворяют отдельно в теплой дистиллированной воде. Также отдельно
растворяют зеленое мыло. Затем весь состав соединяют в стеклянной или эмалированной посуде и взбалтывают. Перед применением состав подогревают до температуры 30 — 40° С и взбалтывают.
-
РАЗНЫЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Помимо перечисленных материалов, при ремонте часов применяют следующие вспомогательные материалы:
а) клей шеллак — для закрепления камней (лалет и эллипса) и блокировки плоских деталей и винтов при шлифовке и полировке;
б) цапон-лак (раствор нитроцеллюлозы в бутилацетате для покрытия часовых деталей внешнего оформления в качестве защиты от коррозии);
в) деревянные палочки различных видов (путцгольцы) для чистки отверстий и выемок в деталях часовых механизмов;
г) стержни, получаемые из сердцевины бузины, — для чистки цапф осей и трибов после полировки;
д) папиросная бумага — для чистки и сушки отдельных деталей часов, а также для завертывания особо чувствительных к грязи деталей (циферблатов, осей баланса, волосков и др);
е) замша — для чистки и протирки деталей;
ж) белый или цветной лак — для проклейки стекла;
з) набор шайб из фольги — для балансировки баланса;
и) латунная фольга и пергаментная бумага — для прокладок при установке циферблата.
-
ВИДЫ ОБРАБОТКИ МЕТАЛЛОВ И ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Обработка резанием. Сущность процесса резания состоит в том, что режущий инструмент — грабштихель или резец, имеющий вид клина, под действием внешней силы входит в материал обрабатываемой детали и срезает верхний слой его. Для обточки крупных деталей пользуются толстым грабштихелем, а для обточки мелких и тонких деталей — тонким грабштихелем (рис. 51),

Рис. 51. Грабштихели (ручные резцы) различной толщины с правильными углами заточки
Скорость резания зависит от материала, а, как правило, материал неодинаков: в одном случае он тверже, а в другом — мягче. Поэтому в отдельных случаях требуется термическая обработка материала. Если стальная заготовка не поддается обточке или поддается тяжело, ее отпускают до светло-синего цвета.
Кроме того, скорость резания зависит от материала грабштихеля и его твердости. Грабштихель должен быть тверже обрабатываемого материала и от повышения температуры во время обточки не должен терять своей твердости.
Скорость резания и чистота обработки во многом зависят от правильной заточки режущей части грабштихеля (рис. 52), а также от правильной установки грабштихеля «а токарном станке. Режущая часть грабштихеля должна находиться на оси (в центре) обрабатываемой детали (рис. 53). Концы обрабатываемой детали, находящейся в спицах станка, нужно чаще смазывать маслом.

Рис. 52. Заточка грабштихеля:
1 — правильная; 2 — неправильная
Если во время обработки металла стружка идет длинная и завивается, это значит, что грабштихель острый, правильно заточен и хорошо установлен.
Во время работы грабштихель затупляется, и его необходимо затачивать на камне. После заточки необходимо снять заусенцы с его режущих ребер точильным бруском.

Рис. 53. Правильная установка резца грабштихеля:
1 — грабштихель находится в центре обрабатываемой детали; 2 — граб-1 штихель — на подручнике; обработка
детали правой режущей кромкой; 3 — обработка детали левой режущей кромкой; 4 — положение грабштихеля во время обточки детали
Контроль размеров и измерительный инструмент. Прежде чем перейти к определению размеров, например новой оси баланса, заводного валика и других деталей, необходимо выяснить, каким инструментом и каким способом следует производить измерение. Нередко .мастер притачивает деталь по месту, а в лучшем случае использует только кронциркуль и нутромер.
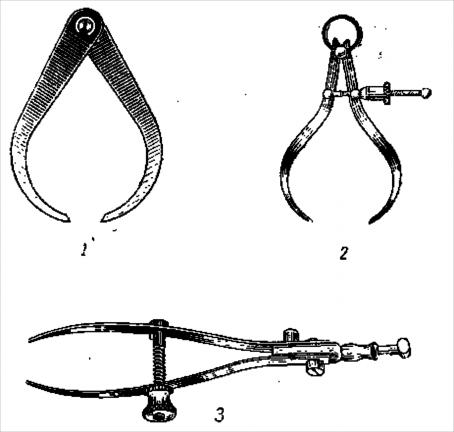
Рис. 54. Три типа кронциркуля: 1 — простой; 2 — пружинный; 3 — эластичный
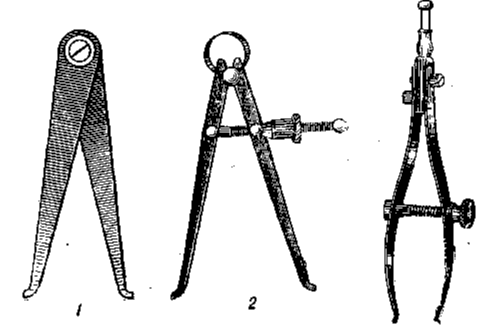
Рис. 55. Три типа нутромера: 1 — простой; 2 — пружинный; 3 — эластичный
Кронциркули и нутромеры служат для измерения линейных размеров с последующим их отсчетом по масштабной линейке. Кронциркули (рис. 54) и нутромеры (рис. 55) бывают простые и пружинные. Преимущество пружинных заключается в том, что их ножки разводят не непосредственно рукой, а с помощью винта и гайки. Наружные размеры измеряются кронциркулем, а внутренние — нутромером. Различие между кронциркулем и нутромером состоит только в форме их ножек.
Ножки кронциркуля и нутромера вращаются в шарнире с некоторым (не очень большим)
трением, не спадая после замера.
При измерении детали кронциркулем или нутромером берут инструмент правой рукой за шарнирную часть и раздвигают ножки приблизительно на проверяемый размер. Затем легкими ударами сближают ножки так, чтобы оли прикасались губками к поверхности измеряемой детали без качки и без просвета. При этом инструмент надо держать строго перпендикулярно к оси измеряемой детали.
После снятия размера с детали кронциркуль или нутромер осторожно прикладывают к масштабной линейке так, чтобы одна ножка упиралась в торец линейки. Слегка поддерживая эту ножку мизинцем левой руки, накладывают вторую ножку на линейку и отсчитывают полученный размер. При наружных измерениях удобно пользоваться швейцарской десятичной меркой, у которой размерная линейка находится на самом циркуле (рис. 56).
Высокая точность определения размеров обрабатываемых деталей требует применения более точного измерительного инструмента, например штангенциркуля. Наиболее удобно пользоваться штангенциркулем «Колумбус» (рис. 57).
Штангенциркуль «Колумбус» снабжен нониусной шкалой. На движке в вырезе со скошенными краями внизу нанесено 10 рисок. Первая риска слева на нониусе считается нулевой риской. Деления на штанге 1 и мониусе 9 нанесены так, что когда ножки 4 — 5 штангенциркуля сдвинуты плотно, нулевая риска нониуса точно совпадает с нулевой риской штанги, а десятое деление нониуса — с девятой риской штанги. Если при передвижке ножки 4 нулевая риска прошла несколько дальше цифры 5, значит размер данной детали более 10 мм; чтобы определить, на какую величину этот размер больше 10 мм, смотрят, с какой риской на штанге лучше всего совпадает нулевая риска нониуса 9. И затем отсчитывают, сколько рисок на штанге после 10 мм. Если при подсчете оказалось, что нулевая риска нониуса 9 прошла вперед на шесть рисок, подсчитанных на штанге 1, значит измеряемая деталь имеет размер 10,6 мм.

Рис. 56. Швейцарская десятичная мерка
Во время измерения достаточно, чтобы губки штангенциркуля плотно подошли к измеряемой детали, но не следует их прижимать с большим усилием.
Если ножки (4 — 5) плотно прилегают одна к другой и нулевые линии (риски) совпадают одна с другой совершенно точно, без просвета по всей их длине, значит штангенциркуль исправен.
Чтобы штангенциркуль был в полной исправности, следует держать его в кожаном или брезентовом футляре. Его нельзя бросать, держать вместе с другими инструментами, так как неосторожный, хотя бы легкий удар по рабочей части ножек может его повредить.

Рис. 57. Штангенциркуль «Колумбус»:
1 — основная линейка; 2 — выдвижная линейка-нутромер- 3 — головка для передвижки ножки; 4 — ножка передвижная; 5 — ножка непередвижная-6 — левая острая ножка; 7 — правая острая ножка; S — гайка для закрепления ножки; 9 — вырез с нониусом
Опиловка и полировка-цапф. Для доводки и исправления цапф осей служат мелкий бархатный .напильник, а для полиров-ки — воронило. Каждый из указанных инструментов имеет две рабочие стороны. Одна сторона, с прямыми острыми углами, предназначается для доводки, исправления и полировки цапф трибов и других деталей с прямыми основаниями, другая, овальная, — для доводки, исправления и полировки цапф оси баланса.
Во время работы воронило смазывают маслом. Чтобы масло не окатывалось, на ворониле делают мельчайшую насечку, проводя воронилом по наждачной бумаге.
Шлифовка и полировка винтов и плоских деталей. Стальные детали (винты, пружины и др.) шлифуют на матовом стекле, покрытом мелким наждачным порошком с маслом. Можно также шлифовать на специальном мелкозернистом камне.
При шлифовке и полировке винтов их закрепляют в специальном пинцете (рис. 58).
Ремонтуарные колеса с углублениями закрепляют шеллаком в специальной державке и шлифуют на токарном станке, вращающемся в одну сторону. Колесо шлифуют палочкой, на которую набирают наждачный порошок, смешанный с маслом; полируют также палочкой, на которую набран диамантин с маслом или крокус с маслом.
Окончательную отделку детали получают при полировке мягкой кожей или замшей с незначительным количеством крокуса.

Рис. 58. Пинцет для шлифовки и полировки винтов:
1 — паз в пинцете для удержания винта; 2 — направляющий штифт с отверстием на противоположной стороне для устойчивости пинцета

Рис. 59. Приспособление для шлифовки — наждачная бумага «двух-нолька», наклеенная на деревянную пластинку
Шлифуют также очень мелкой наждачной бумагой, наклеенной столярным или другим клеем на деревянную дощечку (рис. 59).
Нарезание резьбы. Для нарезания наружной резьбы пользуются плашками или винтовальной доской. Чтобы нарезать винт или наружную .резьбу (например, на заводном валике), надо взять материал, диаметр которого был бы несколько больше диаметра данной детали.
Место нарезаемой резьбы обильно смазывают маслом. Если нарезаемая деталь вращается туго, то ее следует медленно поворачивать то в одну, то в другую сторону. Конец нарезаемой детали делают коническим, что облегчает начало нарезания резьбы. После нарезания конус стачивают. Внутреннюю
резьбу нарезают метчиком, который делают с тремя или четырьмя канавками, если позволяет толщина метчика. Конец метчика затачивают на небольшой конус (рис. 60).
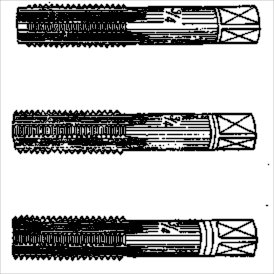
Рис. 60. Метчики для нарезания резьбы
В винтовальной доске должно быть два ряда отверстий с одинаковой резьбой. Один ряд — для предварительной, а другой для окончательной нарезки резьбы (рис. 61).
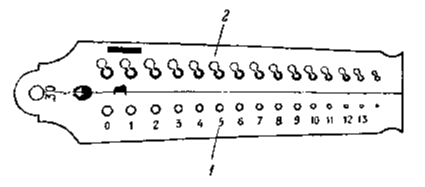
Рис. 61. Винтовальная доска:
1 — для черновой нарезки; 2 — для чистовой нарезки
При необходимости изготовить винт с левой резьбой следует сначала изготовить винтовальную доску. Для этого при помощи винтовальной доски с лравой резьбой нарезают метчик, а затем опиливают его с двух сторон, придавая овальную форму (рис. 62). Оставшаяся по бокам нарезка должна быть тонкой, как лезвие ножа. Такой метчик вводят в отверстие стальной пластинки толщиной до 2 мм, затем, вращая метчик влево, нарезают левую резьбу. После этого пластинку закаливают и отпускают до светло-соломенного цвета. Пользуясь такой пластинкой, как винтоваль- ной доской, можно нарезать левый винт. Для нарезания в отверстиях левой резьбы мелкие правые метчики опиливают с двух сторон на плоскость и, вращая влево, вводят в отверстия.

Рис. 62. Метчик для винтов с левой резьбой
Сверление. При отсутствии стандартных сверл нужного размера их можно изготовить самому.
Для сверления твердых металлов обычно применяют перовые сверла (рис. 63).
Рабочая часть сверла, применяемого для сверления мелких отверстий (например, для цапф оси баланса или триба), должна быть тонкой и короткой, а хвостовик сверла — в два-три раза толще, чтобы сверло было достаточно устойчивым.
Сверла изготовляют из круглой стали-серебрянки. При изготовлении болванки сверла оба конца опиливают на конус для образования центров, если сверло обтачивают на токарном станке. После этого один конец заготовки сверла опиливают в виде плоской лопаточки, одновременно опиливая и режущие кромки. У сверл малых размеров для получения лопаточки конец
расплющивают молотком, но перед этим конец немного опиливают, чтобы при осаживании металла не появились трещины.
После изготовления сверло закаливают в масле и отпускают до светло-соломенного цвета.

Рис. 63. Три вида перовых сверл: 1 — одностороннее перовое сверло, режущее в одну сторону; 2 — двустороннее сверло, режущее в обе стороны; 3 — полукруглое сверло для сверловки твердых металлов
При ремонте часов отверстия сверлят различными способами. Когда сверло находится в вертикальном положении, то есть деталь лежит на верстаке, сверло закрепляют в ручной детали или в ручных тисочках и вращают его в разные стороны. При сверлении на токарном станке сверла закрепляют или в патроне задней бабки, или в ручных тисочках, лежащих на подручнике токарного станка. В заднем торце просверливаемой детали должен быть конус, который входит в спицу станка.

Рис. 64. Приспособление (флажок) для сверления отверстий в цапфах осей
Приспособление, называемое флажком (рис. 64), применяется главным образом при сверлении отверстий в цапфах осей крупных часов. Флажок состоит из плоской закаленной и отшлифованной стальной пластинки, в которой просверлено несколько отверстий различного диаметра, причем каждое отверстие раззенковано-на конус.
Флажок ставят на токарном станке вместо подручника так чтобы одно из его отверстий соответствующего диаметра находилось против центра задней спицы токарного станка. При сверлении торец детали, в которой просверливают отверстие, должен плотно входить в раззенкованное углубление, причем между, стенками отверстия и сверлом должен быть небольшой зазор. При сверлении с помощью флажка сверло и триб должны быть устойчиво закреплены.
При сверлении вручную вращают сверло, а при сверлении на станке вращают обрабатываемую деталь, пользуясь для этого смычком, надетым на ролик, в котором закреплена деталь. Чтобы облегчить сверление и дать возможность выйти стружке, сверло во время сверления вращают в обе стороны, часто вынимая его для очистки от стружки. Место сверления
обильно смазывают маслом, так как смазка облегчает сверление и уменьшает износ сверла. Особое внимание следует обращать на правильное положение сверла, которое при вращении не должно «бить» или менять направление вращения, так как изменение направления сверла вызывает его поломку.

Рис. 65. Плоское сверло — отвертка
Сверла надо затачивать на специальных микрокорундовых камнях типа арканзас или Миссисипи, делая это особенно внимательно и тщательно. Сверло с хорошо заточенными режущими кромками, с ровной, плоской и гладкой поверхностью (без выпуклостей) и режущими кромками одинаковой длины дает правильное отверстие и служит долго.
При работе с маховиком, который действует в одну сторону, применяют те же перовые сверла, но заточенные только с двух противоположных сторон. Можно также использовать готовые спиральные сверла, но сверло нужно заранее укоротить не меньше чем на половину, для того чтобы оно было устойчиво и не вибрировало.
Если нужно исправить боковые стенки или дно цилиндрического отверстия, применяют плоское сверло, у которого затачивают конец и боковые грани (рис. 65).
Для развертывания отверстий и их исправления, например отверстия моста механизма, применяется сверло с направляющей осью (рис. 66). Ось должна быть правильной цилиндрической формы и входить в направляющее отверстие возможно более плотно.
Причины плохой работы при сверлении могут быть следующие: а) сверло плохо закалено или неправильно заточено;
б) лопатка сверла узка, а шейка толста, что мешает нормаль-лому выходу стружки из отверстия;
в) сверло перекалено, от чего оно стало хрупким;
г) обрабатываемая деталь плохо отпущена и чрезмерно тверда;
д) намеченный для сверления центр «заполировался», что ука-зывает на слишком сильный нажим при сверлении; при сильном нажиме затупилась режущая кромка сверла.

Рис. 66. Сверло с направляющей осью
Термическая обработка. Существует три вида термической обработки стали — отжиг, закалка и отпуск.
Отжиг — вид термической обработки, при которой сталь нагревают до 700 — 800° С, т. е. до тех пор, пока она примет светло-красный цвет, и постепенно охлаждают вместе с металлической пластинкой, на которой производят нагрев.
В условиях часовых мастерских мелкие и тонкие детали чаще всего отжигают на металлической пластинке над пламенем спиртовки или посредством дутья в февку.
Второй вид термической обработки — закалка, которая заключается в том, что деталь нагревают до 700-800°С, причем нагревание следует начинать не с рабочей части. После этого деталь быстро опускают в закалочную жидкость. Для закалки применяют масла — вазелиновое, олифу или воду.
Мелкие и тонкие детали, особенно сверла, хорошо закаливаются от быстрого погружения в стеарин, мягкое мыло или воск. Часто используют воздушную закалку, размахивая нагретой деталью. После закалки на детали появляется окалина темного цвета, и деталь становится хрупкой. Необходимо тотчас же очистить деталь от окалины мелким напильником, наждаком, штихелем или протереть щеткой с набранным на нее маслом с точильного камня. Чтобы на отжигаемой стали не появилась окалина, можно ее перед закалкой покрыть тонким слоем ядрового мыла.
Деталь после очистки от окалины кладут на пластинку и подвергают отпуску, т. е. приводят в такое состояние, чтобы деталь не была хрупкой и не ломалась и в то же время сохраняла требуемую твердость. Температуру нагрева мастер устанавливает в зависимости от степени твердости, какую необходимо сохранить у обрабатываемой детали, и определяет нагрев по цветам побежалости, т е. от светло-соломенного до темно-синего цвета, соответствующих температуре 220 — 300° С.
Различные плоские пружинки и рычажки изготовляют из отходов пружин будильников, настенных, карманных и наручных часов, а также из поделочной стали.
Применяемая сталь должна быть достаточно мягкой, чтобы она сравнительно легко поддавалась механической обработке, для чего-необходимо отпуск производить два раза, т. е. отпустить, отшли- фовать, а затем еще раз отпустить до нужного цвета.
Припои и паяние. Припоями называются металлы и их сплавы, применяемые для соединения отдельных частей. Эту работу начинают с того, что спаиваемые места тщательно очищают от грязи, масла, ржавчины каким-либо острым инструментом или наждачной бумагой, смазывают паяльной кислотой или накладывают канифоль. После этого на спаиваемые места накладывают мелкие кусочки припоя; при этом соединяемые детали должны быть плотно приложены друг к другу.
Лучше всего паять на спиртовой горелке, не дающей копоти. Пламя горелки направляют только на спаиваемое место.
После пайки деталь необходимо тщательно очистить от остатков кислоты, вызывающей появление коррозии на стали или зеленой пленки окисла на латуни. Для этого деталь промывают нашатырным спиртом, затем бензином, после чего смазывают маслом. Для защиты нагреваемой поверхности от окисления припайке лучше применять канифоль, измельченную в порошок, посыпая им нагретую поверхность соединяемых деталей.
В качестве припоя употребляют сплавы олова и свинца — третник, состоящий из двух частей свинца и одной части олова, или: половинник, содержащий равные количества свинца и олова.
Паяльную кислоту можно приготовить следующим образом: в неочищенную соляную кислоту, содержащуюся в стеклянной посуде, опускают небольшие кусочки цинка, растворяющиеся в кислоте. После насыщения кислоты цинком в нее добавляют несколько капель нашатырного спирта и тщательно фильтруют. Полученную паяльную кислоту необходимо держать в стеклянной посуде с
притертой пробкой.
Размагничивание. Намагниченность часового механизма или отдельных деталей определяется при помощи чувствительного компаса. Намагниченные части часового механизма следует размагнитить.
Для размагничивания применяют катушку, состоящую из кольцеобразно расположенных одна над другой тонких полос мягкого-железа, на которые намотана обмотка медного эмалированного провода (рис. 67).
Катушку включают в осветительную сеть переменного тока.

Рис. 67. Катушка для размагничивания деталей часов
На одну-две секунды деталь вводят в магнитное поле и быстрым рывком отводят обратно. Если необходимо, операция повторяется. Спираль рекомендуется размагничивать уже надетой на баланс, положив его спиралью вниз на дно коробки. Собранный механизм часов размагничивать не рекомендуется.