содержание .. 1 2 3 4 ..
Г Л А В А III
ОБОРУДОВАНИЕ ЧАСОВОЙ МАСТЕРСКОЙ И ОБЩИЕ УКАЗАНИЯ ПО РЕМОНТУ ЧАСОВ
-
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Рабочее место часового мастера состоит из однотумбовогс стола-верстака высотой 80 — 90 см и шириной 40 — 45 см с ящиками для хранения инструмента, часов и запасных частей к ним, В больших мастерских применяют многоместные верстаки. Поверхность верстака, на котором работают, должна быть безукоризненно чистой. Рекомендуется рабочую часть верстака застилать белой бумагой, поверх которой положить лист толстого стекла, а еще лучше — прозрачного оргстекла (плексигласа), который менее теплопроводен, а поэтому более гигиеничен для работы мастера.
Рабочее место должно обеспечивать нормальное положение рук мастера, не вызывая быстрого утомления при работе. Расстояние от глаз работающего до рабочей зоны верстака должно быть 20 — 25 см. Для освещения рекомендуется использовать настольную лампу на шарнирах (рис. 41).
Так как большую часть рабочего времени часовой мастер проводит сидя, желательно пользоваться вращающимся стулом, регулируемым по высоте. Используемый инструмент и приспособления должны быть размещены на верстаке в определенном порядке (рис. 42), а редко используемый — храниться в шкафу.
Ремонт деталей часов требует обязательного применения оптического инструмента, позволяющего хорошо видеть мелкие детали,
Рис. 41. Настольная лампа на шарнирах
Самым простым оптическим инструментом является лупа.
Наиболее распространены лупы с разным увеличением — от 1,5х до 10х, с помощью которых производят почти все работы по ремонту мелких часов. Лупы с сильным увеличением применять не рекомендуется, так как они утомляют зрение.
Лупу у глаза закрепляют с помощью проволочного обруча, надеваемого на голову (рис. 43-У), или удерживают надбровной складкой кожи.
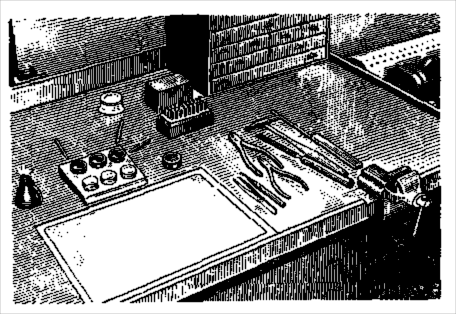
Рис. 42. Порядок размещения инструмента на рабочем месте

Рис. 43. Лупы
Для большего увеличения пользуются комбинированной лупой — на основную лупу надевают дополнительно приставку (рис. 43-2). Мастера, работающие в очках, применяют лупу с проволочной
оправой, которая закрепляется непосредственно на оправе очков (рис. 43-5).
Для внедрения в мастерских следует рекомендовать проекционные измерительные приборы — проекторы. Простой проектор имеет обычно один объектив (иногда несколько сменных), осветитель для проходящего света (диаскопия) и предметный столик без микровинтов. Камни и оси баланса можно проверять школьным или бинокулярным микроскопами.
-
ТИПОВОЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
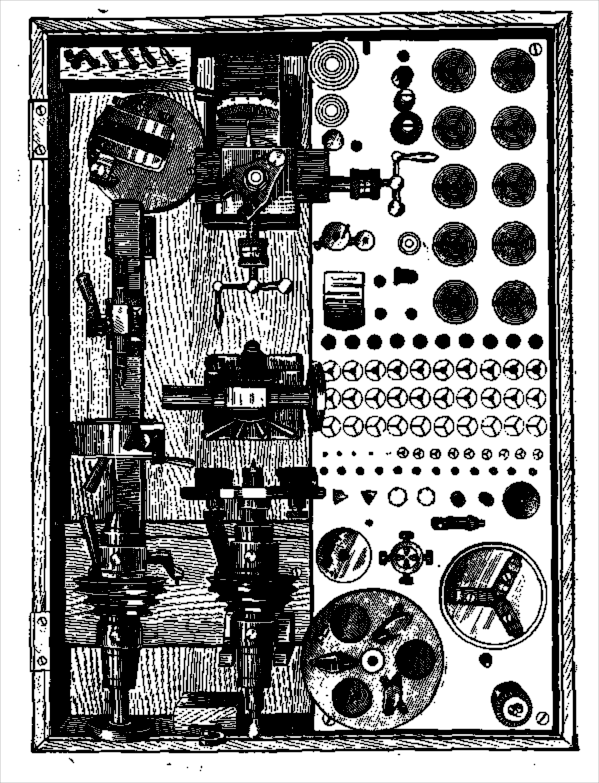
Рис. 44. Токарный станок с принадлежностями
Ввиду того, что описание оборудования и инструмента приводится в книге по ходу технологии
производства ремонта основных типов часов, где описываются и рабочие приемы, в данном разделе только перечисляется типовое оборудование и инструмент, необходимые в ремонтной мастерской:
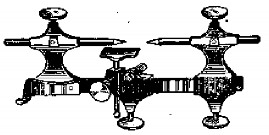
Рис. 45. Токарный станок со смычком и роликом 
Рис. 46. Малый токарный станок с ручным приводом
-
Товарный станок типа С-95 или типа Шаублин-90 со всеми принадлежностями к нему (патроны,
цанги, оправки, приспособления) (рис. 44).
-
Ручной станок со смычком и роликом (рис. 45).
-
Малый токарный станок с ручным приводом (рис. 46).
-
Ангренажная машина.
-
Арондир-машина (кружительная машина для исправления зубчатых колес).
-
Вибрационная машина.
-
Прибор для проверки точности хода часов (ППЧ-4 или П-12).
-
Хронометр эталонный.
-
Тиски параллельные верстачные со вставными стальными губками шириной 60 см (рис. 47).
-
Ручные тисочки с зажимной гайкой, винтовой гайкой и барашком.
-
Ручной пресс.
-
Мерительный инструмент (рис. 48).
-
Плоскогубцы.
-
Круглогубцы.
-
Кусачки.
-
Напильники для крупных и мелких работ плоские, трехгранные, полукруглые, круглые, квадратные, овальные, ножовки, бархатные для полировки цапф.
-
Отвертки для средних и крупных работ.
-
Часовые отвертки для винтов мостов, винтов баланса.
-
Ручные цанги для отвертывания винтов баланса.
-
Набор пинцетов для крупных, мелких и особо мелких работ: для правки цапф; снятия волоска с баланса, снятия стрелок, установки колес, откусывания тонкой проволоки и т. п.
-
Набор пуансонов для закрепления колес на трибах и баланса на оси, для разных работ, посадки стрелок, колес, выби-зания сломанных винтов, наметки центров, заклепывания трибов на колесе, насекания, оттягивания, суживания минутного колеса, насадки двойного ролика.


Рис. 47. Тиски параллельные верстачные
Рис. 48. Мерительный инструмент:
1, 2, 3 — штангенциркули; 4 — микрометр; 5
— микрометрический индикатор
-
Набор перовых сверл: односторонних, полукруглых, пушечных.
-
Набор грабштихелей.
-
Набор разверток разных размеров.
-
Нож для открывания крышек и ободков.
-
Ручная дрель с набором сверл.
-
Лобзик.
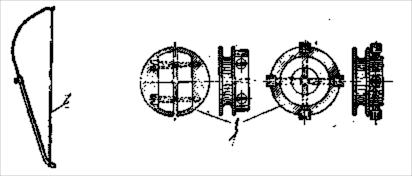
Рис. 49. Ролики и смычок для работы на токарном станке: I — ролики; 2 — смычок
-
Масленки и маслодозировки.
-
Бензинница.
-
Стеклянные колпаки.
-
Наковальня для разных работ.
-
Винторезная доска.
-
Приспособление для уравновешивания баланса (перевес-машина).
-
Циркуль для определения биения баланса.
-
Камни шлифовальные и полировальные. Полировальники, металлические (оловянные, из легких сплавов).
-
Электроплитка.
-
Электрический паяльник.
-
Резиновая груша.
-
Подставки для механизмов (набор).
-
Флажок — универсальный кондуктор для сверления отверстий.
-
Набор молотков.
-
Моечный и сушильный аппараты.
При работе на токарном станке с помощью смычка обрабатываемую деталь приводят во вращение специальными роликами (рис. 49). Если же токарный станок снабжен приводным колесом (маховиком), то пользуются хомутиками (рис. 50), размеры которых зависят от величины обрабатываемой детали.
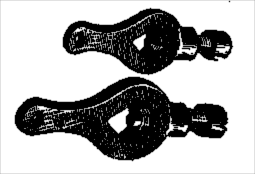
Рис. 50 Хомутики
Токарный станок с маховиком и поводком хомутика значительно удобнее станка со смычком, так как обтачиваемая деталь все время вращается в одном направлении и не приходится менять положение грабштихеля, как при обтачивании на станке со смычком. Поверхность, обработанная «а токарном станке с маховиком и хомутиком, получается чище, во время обтачивания почти не бывает поломок тонких деталей, кроме того, ускоряется сам процесс обработки. Эти станки могут приводиться в движение и от электродвигателя. Лучшего результата можно добиться при работе на токарном станке типа Шаублин или С-95 с цангами.
3. ПОДГОТОВКА РАБОЧЕГО МЕСТА ДЛЯ РЕМОНТА ЧАСОВ
Разборка, сборка и ремонт часов и часовых механизмов требуют от часовщика-механика большой внимательности, аккуратности и знания дела. Каждый часовщик-механик должен знать теоретические основы, устройство, конструктивные особенности часов и отдельных узлов деталей, уметь пользоваться оборудованием, инструментом и материалами. Правильно разбирать, ремонтировать и собирать часы .и уметь проверять отдельные детали, узлы и механизмы в целом. Помимо этого, он должен уметь регулировать и проверять ход часов.
Часовой мастер должен работать в чистом белом халате из гладкой (не ворсистой) материи, а волосы убирать под колпак или косынку. Рекомендуется периодически (несколько раз в день) мыть руки 0,2-0,3-процентным раствором формалина в теплой воде, чтобы избежать коррозии стальных деталей от потных и грязных рук.
Ремонт часов обычно начинают с разборки часового механизма. Разборку следует проводить в определенном порядке, пользуясь специльными подставками для каждого вида часового механизма. При разборке и сборке механизмов не следует применять больших усилий во избежание поломки деталей. Разъемные соединения (т. е. резьбовые, фрикционные), соединения на квадрате, на штифтах, шпонках, шплинтах должны легко поддаваться разборке и сборке; если же они не разъединяются или не соединяются, то нужно установить причину этого явления и устранить ее. Неразъемные соединения разбирают только в случаях крайней необходимости. При разборке часов следует внимательно осмотреть детали и определить необходимость ремонта или замены каждой из них.
Разобранные детали укладывают в специальную тару или на доску с гнездами, покрываемую стеклянным колпаком. Винты следует вывинчивать отвертками, размеры рабочей части которых соответствуют ширине и длине шлица винта. Лезвие отвертки должно быть хорошо заправлено и быть немного уже ширины шлица.
4. ПОСЛЕДОВАТЕЛЬНОСТЬ И ПОРЯДОК В РАБОТЕ ПРИ РАЗБОРКЕ И СБОРКЕ ЧАСОВ
Очень важна последовательность в работе. Например, если мастер не освободил крючок вала барабана от замка пружины, то вынуть вал он Hes сможет. Выемку пружины из барабана нужно
начинать с внутреннего витка, не допуская мгновенного выскакивания пружины. Чтобы разобрать барабан, нужно вставить отвертку в квадратное отверстие крышки барабана и, используя ее как рычаг, отделить крышку от барабана. Снимают мосты с платин пинцетом или отверткой. Лезвие отвертки вставляют в вырезы, имеющиеся внизу моста с боковой или задней стороны, и легким покачиванием отвертки отделяют мост.
Сборка часов требует не меньшей аккуратности и последовательности, чем разборка. Например, при сборке барабана нужно следить, чтобы крышка барабана была строго поставлена на прежнее место, так как в противном случае замок пружины, не попав в отверстие, может повредить крышку.
Качество ремонта того или иного узла проверяется в определенной последовательности.
Например, зубчатая передача проверяется в таком порядке:
-
зубья колес трибов;
-
цапфы (погнутость, изношенность, риски);
-
часовые камни (целостность, плотность посадки);
-
биение колес по плоскости и диаметру;
-
глубина зацепления в колесной передаче и величина зазоров в зубьях.
Несоосность отверстий контролируется по параллельности колес к их опорным плоскостям. Нарушение этой параллельности может быть следствием неправильной запрессовки колеса на ось или триб. Поэтому причины того или иного дефекта нужно исследовать очень внимательно.
Особенно бережного обращения требует баланс с волоском. Поэтому даже при частичной разборке часового механизма рекомендуется снять узел баланс — волосок для исключения его слу- чайных повреждений. Детали часов рекомендуется брать не руками, а пинцетом, во избежание появления на деталях коррозии. Особенно это относится к таким деталям, как волосок, который нельзя брать руками ни в коем случае.
При термообработке деталей часов надо учитывать, что имеете дело с весьма чувствительными деталями, которые можно испортить при неправильном режиме работы. Например, когда хотят переместить палеты в пазах анкерной вилки, то для размягчения шеллака вилку подогревают. При недостаточном нагреве шеллак быстро остывает и твердеет, не дав возможности выполнить операцию перемещения палет. Перегрев также недопустим, так как шеллак потечет и выйдет из мест крепления, уменьшится прочность посадки палет и загрязнится сама анкерная вилка.
При проверке взаимодействия частей часового механизма нужно соблюдать исключительную осторожность и чистоту, чтобы не повредить и не загрязнить детали, например, в деталях спуска или баланса не испортить цапфы, камни, копье, волосок.
При установке мостов нужно следить за тем, чтобы не сломать цапфы и камни.
Современное часовое производство достигло большого совершенства в изготовлении деталей и узлов часов, поэтому в большинстве случаев при ремонте часов сломанные или изношенные детали не ремонтируют, а заменяют новыми. Однако в связи с тем, что часовщикам-механикам приходится ремонтировать часы заграничного производства и часы устаревших конструкций, снятых с отечественного производства, для которых запасных деталей нет, необходимо знать способы восстановления изношенных и сломанных деталей.
содержание .. 1 2 3 4 ..