содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
§ 32. КЛЕЕВЫЕ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ
Склеивание древесины
При нормальной температуре цеха (18... 20° С)
склеивание продолжается длительное время, цикл изготовления клееных
элементов растягивается, требуются большие производственные площади,
много сложных прессов и другого производственного оборудования. На
современных предприятиях для ускорения процесса затвердения клея
склеиваемая древесина нагревается. Склеиваемые элементы могут
нагреваться различными способами, но в практике чаще применяются
контактный и высокочастотный нагревы.
При двустороннем контактном нагреве склеиваемый пакет находится между
горячими плитами (рис. 49, а) и тепло пакету передается путем
теплопроводности. Применение контактного нагрева сокращает выдержку
склеиваемых элементов в запрессованном состоянии в 4...6 раз и в
свободном в 10 раз по сравнению с холодным склеиванием. Контактный
нагрев выполняется на обычных прессах с подогревом плит электричеством
или паром без специального оборудования — в этом его преимущество.
Однако контактный нагрев имеет и ряд недостатков:
относительно длительную выдержку (до 60 мин), препятствующую
осуществлению конвейеризации производства;
при конвекционном прогреве толстых пакетов требуется большой
перепад начальных температур плит, величина
которого ограничена, так как при t = 200° древесина обугливается;
толщина склеиваемых пакетов ограничена (до 150 мм);
пересыхание внешних слоев досок, что вызывает нежелательные усадочные
напряжения в клеевом пакете, вследствие этого и неодновременного
схватывания клея в швах по толщине пакета в них развиваются внутренние
напряжения, ослабляющие прочность соединения.
Высокочастотный нагрев позволяет избежать этих недостатков. Склеиваемый
пакет практически по всей толщине прогревается одинаково. Более того,
вследствие повышенной диэлектрической проницаемости клеевой шов
поглощает больше электрической энергии и прогревается значительно
быстрее древесины. Это способствует значительному ускорению процесса
склеивания, продолжительность которого может быть доведена до 1...5 мин.
Применение токов высокой частоты для ускорения схватывания стало
возможным с использованием термореактивных клеев. Затраты на создание
промышленных высокочастотных нагревательных установок при
автоматизированном конвейерном производстве массовых клееных деревянных
конструкций полностью себя оправдывают.
Суть высокочастотного нагрева заключается в следующем. Склеиваемый пакет
помещается между металлическими электродахми (рис. 49, б), к которым
подводится энергия от высокочастотного генератора. В результате
образуется электрический конденсатор, у которого обкладками являются
электроды, а диэлектриком — находящийся между ними склеиваемый пакет из
досок.
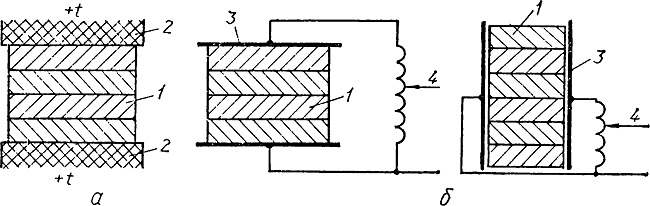
Рис. 49. Способы нагрева склеиваемых пакетов:
а — контактный нагрев; б — высокочастотный нагрев; 1 — склеиваемый
пакет; 2 — горячие плиты; 3 — металлические электроды; 4 —
высокочастотный генератор
содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..