содержание .. 90 91 92 93 94 95 96 97 98 99 ..
2-4.
Сварные швы СОСУДОВ РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
2-4-1. Сварные швы сосудов должны быть только стыковыми. Сварные
соединения втавр допускаются для приварки плоских днищ, фланцев, трубных
решеток, штуцеров.
2-4-2. В стыковых сварных соединениях элементов сосудов с различной
толщиной стенок должен быть обеспечен плавный переход от одного элемента
к другому путем постепенного утонения кромки более толстого элемента.
Угол наклона поверхностей перехода не должен превышать 15°.
Если разница в толщине соединяемых элементов составляет не более 30%
толщины тонкого элемента и не превышает 5 мм, то допускается применение
сварных швов без предварительного утонения толстого элемента, причем швы
должны обеспечивать плавный переход от толстого элемента к тонкому.
Настоящая статья не распространяется на стыковые соединения литых
деталей с трубами, листами и поковками, если для соблюдения указанной
плавности перехода требуется утонение стенки литой детали свыше
минимально допустимой расчетной толщины. В этом случае переход от одного
сечения к другому должен обеспечиваться комбинированно за счет плавного
утонения стенки конца литой детали от фактической толщины до номинальной
расчетной на кромке и за счет плавного перехода сварного шва.
2-4-3. Сварные швы должны быть доступны для контроля при изготовлении,
монтаже и эксплуатации сосудов, предусмотренного требованиями настоящих
Правил, соответствующих стандартов и технических условий.
2-4-4. Пересечение сварных швов при ручной сварке не допускается.
Сварные швы должны быть смещены по отношению друг к другу на величину
двукратной толщины наиболее толстого стыкуемого листа, но не менее чем
на 100%мм.
На сварные швы, выполненные автоматической или полуавтоматической
сваркой, требования настоящей статьи не распространяются.
2-4-5. При сварке днищ из нескольких листов с расположением сварных швов
по хорде расстояние от оси сварного шва до центра днища должно быть не
более 0,2 диаметра днища. Круговые швы на днищах, за исключением днищ
шаровой формы, должны находиться на расстоянии от центра днища не более
0,25 диаметра днища.
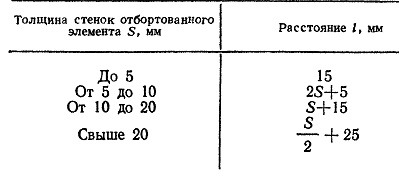
2-4-6. Величина отбортовки днищ должна быть не менее предусмотренной в
табл. 2-4-6.
Для днищ, изготовляемых по ГОСТ, указанное расстояние должно
соответствовать требованиям стандарта.
2-4-7. В горизонтальных сосудах, нижняя часть которых мало доступна для
осмотра, продольные сварные швы не должны располагаться в пределах
центрального угла, равного 140°, нижней части корпуса сосуда.
2-4-8. Сварные швы должны быть расположены вне опор сосу-дов. В тех
случаях, когда это требование не может быть выполнено, должен
предусматриваться контроль за сварным швом сосуда под опорой.
2-4-9. В случае приварки опор или иных элементов к корпусу или днищу
сосуда расстояние между краем сварного шва сосуда и краем шва приварки
должно быть не менее толщины стенки сосуда.
Таблица 2-4-6
2-5. Расположение отверстий в стенках сосудов
РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
2-5-1. Отверстия для люков и лазов должны располагаться вне сварных
швов. В отдельных случаях допускается устройство таких отверстий на швах
при условии двустороннего провара швов и укрепления отверстий.
2-5-2. Расстояние между центрами двух соседних отверстий определяется
расчетом на прочность.
2-5-3. Расстояние от кромки отверстия на выпуклом днище до внутренней
поверхности отбортовки, измеряемое по проекции, не должно быть менее 0,1
внутреннего диаметра днища.
2-5-4. Для проверки качества приварки колец, укрепляющих отверстия для
люков, лазов и штуцеров, должно быть сигнальное отверстие в кольце, если
оно приварено снаружи, или в стенке, если кольцо приварено с внутренней
стороны сосуда.
содержание .. 90 91 92 93 94 95 96 97 98 99 ..