содержание .. 100 101 102 103 104 105 106 107 108 109 ..
БУКСЫ ТЕПЛОВОЗА ТГМ1
Буксы тепловоза (рис. 80) роликовые с двумя коническими
роликоподшипниками 4 № 7536У (ГОСТ 333—71 и ТУ 3402-ЖД—73). Эти
подшипники хорошо воспринимают как радиальные, так и осевые нагрузки при
тех скоростях, какие предусмотрены конструкцией тепловоза.
Хорошая передача осевых нагрузок особенно важна для тепловоза,
работающего на промышленных предприятиях, где часто встречаются кривые
малых радиусов, а техническое состояние железнодорожных путей зачастую
бывает неудовлетворительным, вследствие чего возникают большие осевые
усилия в колесных парах. Смазываются подшипники консистентной смазкой.
Внутренние кольца подшипников насаживают на ось в
нагретом состоянии упорными буртами внутрь и фиксируют лабиринтовыми
втулками, одна из которых — внутренняя 5 — упирается в бурт оси, а
наружная 1 — в торец ступицы колесного центра. Лабиринтовые втулки
надевают в нагретом состоянии. Наружные обоймы подшипников устанавливают
так, чтобы суммарный осевой зазор по подшипникам равнялся 0,3 мм.
Получение такого зазора достигается постановкой установочных полуколец
3, упирающихся одним торцом в торец наружной обоймы подшипника, а другим
— в торец бурта корпуса буксы. Толщину этих полуколец подгоняют по месту
таким образом, чтобы обеспечить указанный выше осевой зазор.
Корпус 10 буксы — разъемный. Он состоит из двух отлитых из стали 35ЛП
(ГОСТ 977—65) частей — верхней и нижней. Обе части корпуса,
обрабатываемые в сборе как одно целое, стягивают четырьмя специальными
болтами
9. На направляющие поверхности корпуса буксы и наружные торцовые бурты
приваривают накладки 7,8,11,12 и 13 из стали 55 С2.
Верхняя часть корпуса буксы имеет выступ с корытообразным углублением,
являющимся опорой для хомута рессоры, и две масляные ванны,
закрывающиеся приварными крышками 14, для смазывания направляющих
поверхностей буксы. В эти ванны заливают жидкую смазку, которая затем по
фитилю поступает через отверстие, просверленное в корпусе буксы и
накладке, на трущиеся поверхности.
В нижнюю часть корпуса ввертывают клапанную масленку 6, служащую для
пополнения смазки подшипников. Лабиринтовые крышки 2 своими торцовыми
зубцами входят во впадины лабиринтовых втулок и образуют лабиринты,
надежно задерживающие в буксе консистентную смазку.
До тепловоза № 977 буксы были рассчитаны на жидкую смазку. От описанных
выше они отличались наличием ванны для смазки в нижней части корпуса
буксы, в которую смазку заливали через специальный штуцер с пробкой, и
конструкцией уплотнения: в лабиринтовые полукольца вставляли резиновые
манжеты специального профиля. Вследствие утечек смазки из букс из-за
недостаточного контроля за их состоянием имело место значительное число
вы-ходов из строя букс, что влекло за собой длительные простои
тепловозов в ремонте.
После введения консистентной смазки количество выходов из строя букс
резко снизилось. В настоящее время такие случаи происходят крайне редко
и только по причине поломок самих подшипников вследствие незамеченного
заводского брака или из-за заправки букс загрязненной смазкой.
В 1965 г. конструкция лабиринтов упрощена: зуб на наружном диаметре
лабиринтовой втулки входит во впадину в корпусе буксы, лабиринтовые
крышки отсутствуют; также отсутствуют два регулировочных полукольца с
одной стороны и наружное кольцо одного из подшипников упирается в бурт
корпуса буксы.
Лабиринтовые втулки так же, как и внутренние обоймы подшипников, сажают
на ось нагретыми в масле до температуры 90—100° С. Первой сажают
внутреннюю лабиринтовую втулку, затем обе внутренние обоймы подшипников
и, наконец, наружную лабиринтовую втулку. После насадки до полного
остывания втулки и обоймы должны быть прижаты специальным
приспособлением.
Обоймы и втулки должны быть плотно пригнаны друг к другу, щуп толщиной
0,05 мм не должен проходить между ними. Наружную обойму внутреннего
подшипника надевают на ось до напрессовки внутренних обойм и втулок.
После остывания насаженных на ось деталей определяют необходимую толщину
регулировочных полуколец. Для этого замеряют следующие размеры:
расстояние между торцами упорных буртов корпуса буксы А и расстояние
между наружными торцами наружных обойм подшипников, плотно прижатых к
роликам, Б.
Требуемая толщина полуколец будет равняться
П=( А-Б-0,3)/ 2
где 0,3 — суммарный осевой зазор в подшипниках, мм.
При наличии одной пары полуколец толщина их будет равняться
П = А — Б — 0,3.
Полукольца шлифуют до получения подсчитанной таким образом толщины,
после чего буксу собирают. После сборки обеих букс производят
контрольную проверку осевого зазора в специальном приспособлении. Одну
из букс зажимают в приспособлении, а ось при помощи нажимных винтов
перемещают в то и другое крайнее положение. Величину перемещения
измеряют при помощи индикатора, упирающегося в торец оси.
В процессе сборки буксу заполняют на две трети своего объема
консистентной смазкой 1-ЛЗ (ГОСТ 12811—67) или УТВ 1-13 (ГОСТ 1631—61).
Буксы с осью после сборки должны пройти обкатку при частоте вращения 350
об/мин и нагрузке на каждую буксу 6 тс. Обкатку продолжают вплоть до
достижения постоянной температуры, но не менее 2 ч. При правильной
сборке температура корпуса буксы не должна превышать температуру
окружающей среды более чем на 30° Сив любом случае не должна быть выше
80° С.
Обкатку можно производить как с напрессованными колесными центрами, так
и до их напрессовки. При неудовлетворительных результатах обкатки буксы
следует разобрать, провести их ревизию и исправить обнаруженные дефекты.
Затем обкатку повторить.
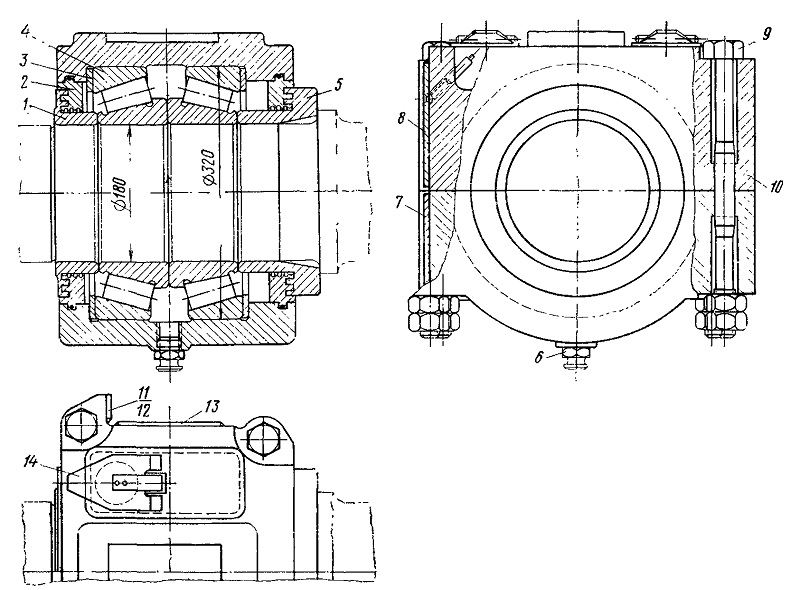
Рис. 80. Букса:
1 — лабиринтовая втулка наружная; 2 —лабиринтовая крышка; 3—
установочное полукольцо; 4 — роликоподшипник конический; 5 —
лабиринтовая втулка внутренняя; 6 — масленка клапанная; 7, 8,
11, 12, 13 — приварные накладки; 9— болт конический специальный; 10 —
корпус буксы (из двух половин); 14 — крышка масляной ванны
содержание .. 100 101 102 103 104 105 106 107 108 109 ..