содержание .. 39 40 41 42 43 44 45 46 47 48 49 50 ..
Основные операции технического ухода за дизелем 1Д12-400 тепловоза ТГМ1 - часть 4
Притирка клапанов дизеля 1Д12-400 тепловоза ТГМ1
Клапаны следует притирать только при
обнаружении неплотности их прилегания к седлам. Неплотность прилегания
клапанов характеризуется недостаточной компрессией в цилиндрах и
выталкиванием воздуха через впускной коллектор при проворачивании вала
стартером. Неплотность может быть вызвана раковинами и сыпью на головках
клапанов и седлах. Раковины и крупную сыпь перед притиркой следует
удалять шлифованием клапанов и фрезеровкой седел. Базой для фрезы
принимают направляющую втулку клапанов.
Для притирки клапанов пользуются простейшим приспособлением,
изображенным на рис. 32.
При грубой притирке клапанов применяют полужидкую притирочную пасту из
электрокорундового шлифовального порошка зернистостью 180—
220 (ГОСТ 3647—59) в смеси с маслом, для окончательной притирки —
полужидкую пасту из электрокорундового порошка зернистостью 320 или
микропорошка 28 (ГОСТ 3647—59) в смеси с .маслом. Притираемую фаску
клапана покрывают равномерным слоем приготовленной пасты, вставляют
клапан в направляющую втулку, присоединяют к штоку клапана
приспособление и проворотом за ручку приспособления производят притирку
сначала предварительную, затем окончательную. После притирки детали
промывают керосином.
Контроль притирки осуществляют следующим образом: на притертой
поверхности клапана карандашом наносят поперечные риски на расстоянии
3—4 мм друг от друга, клапан вставляют в гнездо и несколько раз
проворачивают. Если клапан
притерт хорошо, риски сотрутся и на поверхности фаски клапана останется
легкий равномерный налет графита. Собранный клапанный механизм на
головке блока проверяют, наливая во впускные патрубки керосин. Если нет
течи в течение 5 мин, клапаны притерты удовлетворительно. Аналогично
проверяется качество притирки выпускных клапанов.
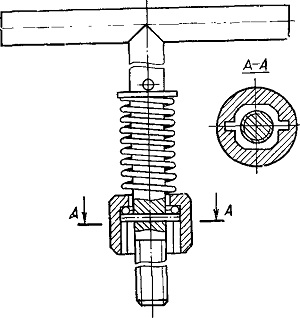
Рис. 32. Приспособление для притирки клапанов
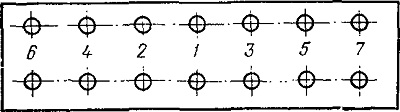
Рис. 33. Схема последовательности за тяжки гаек стяжных шпилек крепления блока
Проверка затяжки стяжных и сшивных шпилек дизеля
1Д12-400. Для проверки крышку головки блока снимают. Если дизель не
был в ремонте и гайки стяжных шпилек еще не подтягивались, то имеющаяся
метка от керна на верхнем торце каждой гайки должна быть повернута по
часовой стрелке на угол 30—60° от прямой, проходящей через оси двух
противоположных шпилек. Если метка не на месте, это значит, что
положение гаек изменилось от вибраций при работе дизеля вследствие
изменения линейных размеров деталей.
Затяжку гаек стяжных шпилек проверяют специальным ключом, на рукоятку
которого надевают стальную трубу длиной 1 м. Ослабленные гайки
подтягивают за один прием не более чем на полграни. После затяжки для
устранения скручивания шпилек все гайки отвертывают на 3—5°. Проверку
затяжки гаек сшивных шпилек производят специальным торцовым ключом с
рукояткой длиной 250 мм, начиная со стороны передачи. Гайки затягивают
до отказа, после чего отвертывают на одну грань, начиная с первой гайки,
обходя дизель кругом против часовой стрелки.
Затяжка гаек стяжных и сшивных шпилек дизеля 1Д12-400. При замене
дюралюминиевой прокладки необходимо обжать прокладку и резиновые кольца
уплотнения перепуска воды из рубашки в головку, для чего завернуть гайки
стяжных шпилек 1, 4 и 5 (рис. 33) до упора. (За упор гаек принимается
резкое возрастание усилия на ключ с плечом 150 мм до приложения момента
7 ± 2 кгс/см.) Гайки 1, 4, 5 завернуть в три приема, по одной грани за
прием, при помощи ключа с ручкой в 1 м, потом довернуть все остальные
гайки до упора; отвернуть гайки 1,4 и 5 и опять завернуть их до упора. В
положение упора на верхних торцах всех гаек нанести керн и завернуть их
в несколько приемов по одной грани за прием. Все гайки затягивают на 5
граней, а гайки 6 и 7 — на 3,5 грани. Момент окончательной затяжки всех
гаек принимается примерно 45±5 кгс • м, момент затяжки гаек 6 и 7 — 40 +
5 кгс • м.
Для устранения напряжений скручивания стяжных шпилек все гайки
отвертывают примерно на 3—5°. Гайки сшивных шпилек затягивают после гаек
стяжных шпилек, начиная со стороны передачи к агрегатам дизеля в
следующем порядке: первая пара гаек с правой стороны блока, потом первая
пара гаек с левой стороны блока и т. д. После предварительной затяжки
производят окончательную затяжку и последующее ослабление на одну грань,
начиная с первой гайки, обходя дизель кругом против часовой стрелки.
содержание .. 39 40 41 42 43 44 45 46 47 48 49 50 ..